Главная
›
Новости
Литье изделий из пластмасс , изготовление пластика
Опубликовано: 19.10.2018
 Литье пластмассы своими руками.
Литье пластмассы своими руками.
Основные стадии процесса литья
Процесс литья под давлением является циклическим. Цикл состоит из следующих стадий: загрузка сырья в пластикационный цилиндр литьевой машины и подготовка расплава (пластикация), смыкание формы, заполнение формы расплавом, выдержка под давлением в форме, выдержка без давления в форме, раскрытие формы и извлечение изделия.
Загрузка сырья проводится через загрузочный бункер и окно в цилиндре литьевой машины (рис. 1). В пластикационном цилиндре проводятся нагрев материала до перехода в вязкотекучее состояние, уплотнение и гомогенизация расплава. Под гомогенизацией понимается перемешивание, приводящее к равномерному распределению температуры по массе, что обеспечивает равномерную плотность и вязкость расплава. Условия пластикации не должны приводить к заметной деструкции материала.
Производство пресс форм для изделий из пластика. С чего начать.
Необходимая температура расплава создается за счет двух источников тепла внешнего обогрева цилиндра и перехода в тепло работы сил трения, возникающих при деформировании материала вращающимся шнеком. Температура расплава должна обеспечивать необходимую вязкость для заполнения формы, но при этом не должна протекать деструкция материала. Обычно вязкость расплава, необходимая для литья под давлением, достигается у аморфных полимеров при температуре на 100—150° С выше температуры стеклования, а у кристаллических полимеров, как правило, при температурах, на несколько градусов превышающих температуру плавления. Максимально возможной является температура расплава на 30—40° С ниже, чем температура деструкции. Чем выше вязкость расплава материала, тем больше разница между температурой деструкции и предельной температурой расплава, так как процесс пластикации вызывает дополнительный прогрев.
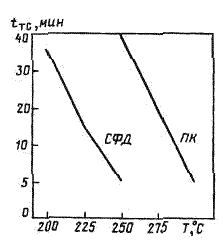
Рис. 4. Влияние температуры на термостабильность tтc расплава ПК и СФД
Примерные данные о температурных интервалах литья под давлением термопластов приведены в табл. 1. Разница между температурой нагревателей по зонам пластикационного цилиндра обычно составляет 10—20° увеличиваясь от зоны загрузки к соплу. Для низковязких материалов температура сопла устанавливается ниже, чем в зоне дозирования, чтобы предотвратить вытекание расплава. Поскольку с ростом температуры снижается термостабильность расплава (рис. 4), то необходимо учитывать, что продолжительность пребывания материала в пластикационном цилиндре не должна быть больше времени термостабильности расплава при данной температуре.